對輥式破碎機齒輥問題分析與改進
作者:紅星機器 發表于: 2015-12-18 14:49:14

楊帥軍老師 紅星技術工程師
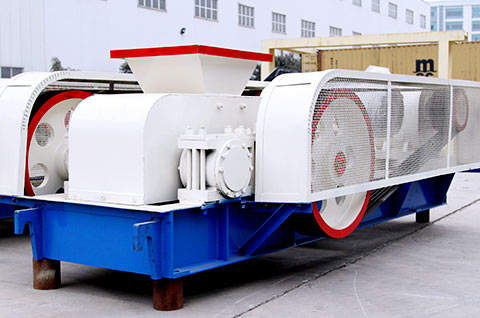
對輥式破碎機在破碎、選礦、冶金、建材等領域應用廣泛,雖然對輥式破碎機的技術與設備質量不斷突破提升,但是其重要部件齒輥磨損等問題始終沒得到解決。造成對輥式破碎機齒輥故障的原因有很多,可能是結構、生產及操作問題,本文針對破碎機齒輥現存問題進行分析并給出改進措施。
.jpg)
一、對輥式破碎機齒輥問題及分析
對輥式破碎機利用高強度耐磨合金輥相對旋轉產生的高擠壓力和剪切力來破碎物料,分析認為影響對輥式破碎機輥子使用壽命的主要問題有:
(1)齒輥表面硬度不足。齒輥表面硬度(HRC)值均為53。齒輥進行粗破,主、被動輥間隙控制在7mm以內,作業中碰輥相對較少,使用中損耗不大。齒輥對燃料進行細破,主、被動輥間隙為3mm,且工藝要求破碎后燃料粒度小于3mm的比例≥75%,所以齒輥碰輥較多,易出現不同程度的崩邊、脫塊。因此齒輥的表面硬度要求更高。
(2)輥皮安裝不合理。輥子由輥皮、輪轂、錐面環形楔、緊固螺栓與主軸構成,輥皮與環形楔通過高強度緊固螺栓與主軸連接。破碎輥工作狀態齒輥受到反復沖擊和擠壓,一旦緊固螺栓因疲勞失效而產生塑性變形后被拉長,環形楔無法定位造成輥皮松脫,如未能及時發現,輥子在失衡的情況下繼續運行,將導致輥皮損壞、環形楔損壞、軸承損壞等,被迫停機檢修處理。
(3)皮帶上料。燃料通過運輸皮帶送入對輥式破碎機,因皮帶漏斗下料集中使燃料相對集中在皮帶中間約500mm寬度范圍內,燃料無法保證平鋪在整體輥面上;并且,皮帶運輸存在料流偏析現象,相對大顆粒的料集中在輥子中間區域,造成輥面磨損不均勻經常出現錐面。此時,為保證燃料粒度不得不頻繁安排車輥或調整軸承座的墊片應付,加快了輥子的不正常損耗和軸承損壞。
(4)操作原因。對輥式破碎機啟動時先運行主動輥,再由液壓缸驅送被動輥到位,通過兩輥間的磨擦力帶動被動輥運轉,被動輥要從靜止到以162r/min的轉速轉動,在摩擦力的作用下被動輥輥邊處易出現崩邊或脫塊現象。破碎過程中,因輥面中間部分受料相對集中,運行一段時間后輥子工作面形成一定弧度,在破碎粒度不達標時,操作人員習慣拆掉被動輥軸承座上的墊片以減小雙輥間隙作為應對措施。此時,增加了碰輥頻繁,增大了振動,易引起輥子崩邊開裂、松動等問題。
(5)檢查、維護不到位。輥子的軸承、輥皮損耗程度、主軸疲勞程度等相關情況沒有納入日常維護內容。
.jpg)
二、攻關與改進措施
(1)調整各輥修復工藝。齒輥要求具備碾破和快速過料的能力,確保齒輥輥面硬度(HRC)值在53,采用軸向橫堆焊方式修復,相鄰焊縫間高度差在1mm內。齒輥承受著強大的物料摩擦力和雙輥間的擠壓力,所以在主動輥工作面圓周堆焊耐磨合金使其表面硬度(HRC)值在53左右,被動輥工作面圓周堆焊耐磨合金使其表面硬度(HRC)值在40左右。考慮到雙輥間存在碰輥情況,齒輥的堆焊兩端面寬約80mm,圓周堆焊耐磨合金使其表面硬度(HRC)值在35,當作輥子軟面保護邊。
(2)改型輥子結構。把輥子環形楔和輥皮錐面改為水平面裝配結構,采用過盈熱裝配方式安裝,定期更換連接螺栓,以保證其強度,此項工作改進達到雙重保護目的,增加輥子的可靠性。
(3)改進雙輥上料系統。為避免因皮帶跑偏或下料過于集中,在對輥式破碎機入口處增加人字型分料裝置,隨時根據皮帶來料進行調整,盡量讓物料能均勻鋪滿整個輥子工作面,保證輥子工作面的磨損量基本一致,提高破碎效率。
(4)加強操作維護。啟動,首先要明確齒輥間的傳動帶張力是否足夠帶動被動輥轉動,并確保被動輥轉速達到工作狀態下速度后,方可操作液壓系統推動被動輥往前進入工作位。輥子進入工作位后,必須檢查以確保液壓系統中緩沖液壓回路處于常開狀態,避免過大物料或鐵塊引起擠壓力過大而無緩沖出現崩塊現象。明確工藝調整職責,輥子間隙無法滿足工藝生產要求時,需要調整被動輥墊片時由生產班組負責人執行。調整之前首先要檢查雙輥磨損情況,判斷是否需要在線車輥以保證工作面,確定調輥后不會增加雙輥端面的擠壓力。
(5)增加輥子檔案管理。具體從兩方面執行推進:一是輥子修復前檢查記錄在案,如軸承磨損情況、環形楔松動程度、輥皮母體損耗程度、堆焊次數或可焊性等,以明確相關部件是否有必要更換及其修復的價值;二是裝輥使用前檢查,所有輥子的螺栓全部進行緊固及止松處理,軸承加足潤滑油,整理記錄輥面堆焊硬度情況等相關數據。
(4).jpg)
通過對齒輥的改進與優化,有效地提高了對輥式破碎機的可靠性和破碎效益,齒輥使用壽命由5~6個月提高到8個月左右,且減少日常維修力量,提高設備作業率,降低電耗。
 上一篇:影響振動篩篩分效果的因素分析
上一篇:影響振動篩篩分效果的因素分析

如需了解設備的優惠報價、選型、配置方案等相關資訊,可以留下您的需求。
專車接待 實地考察 免費制定方案